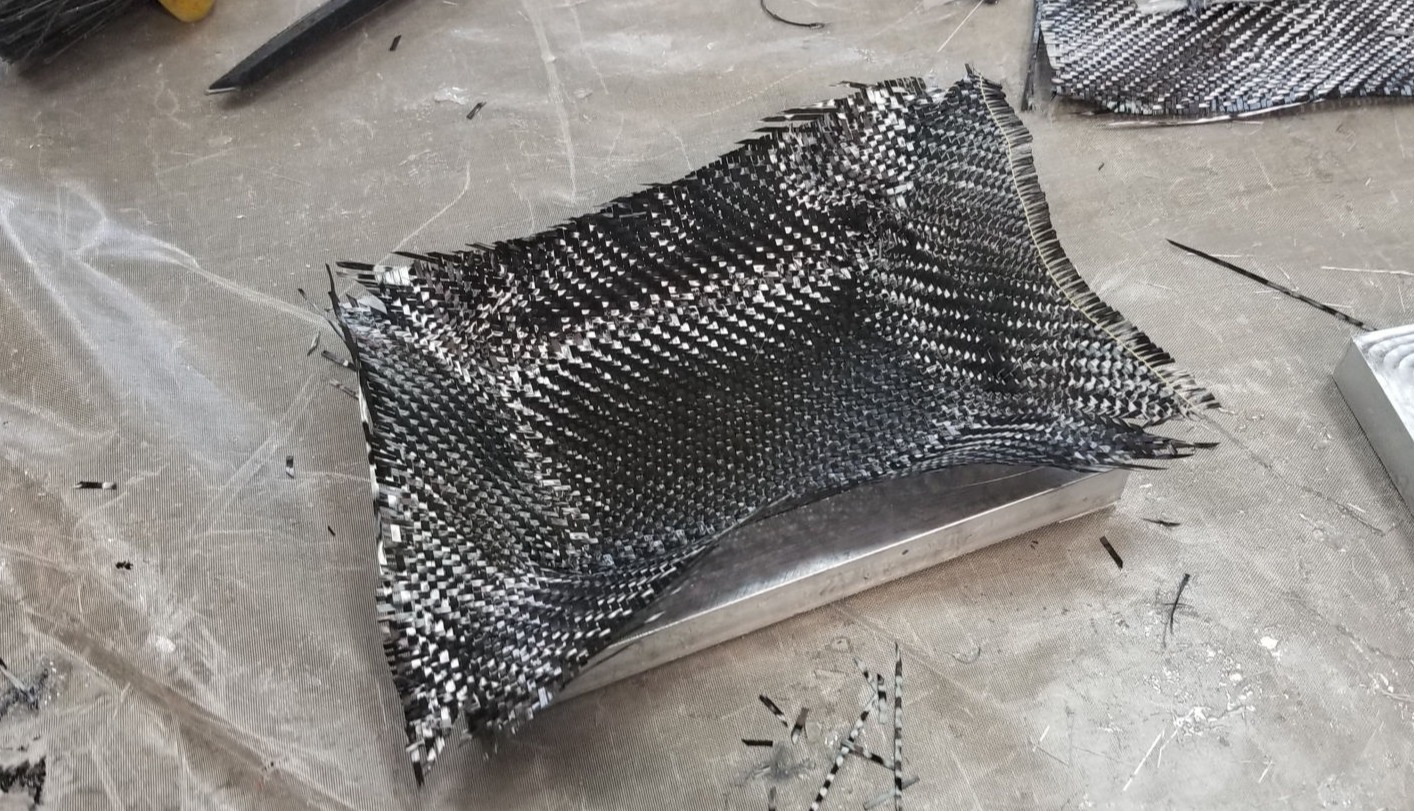
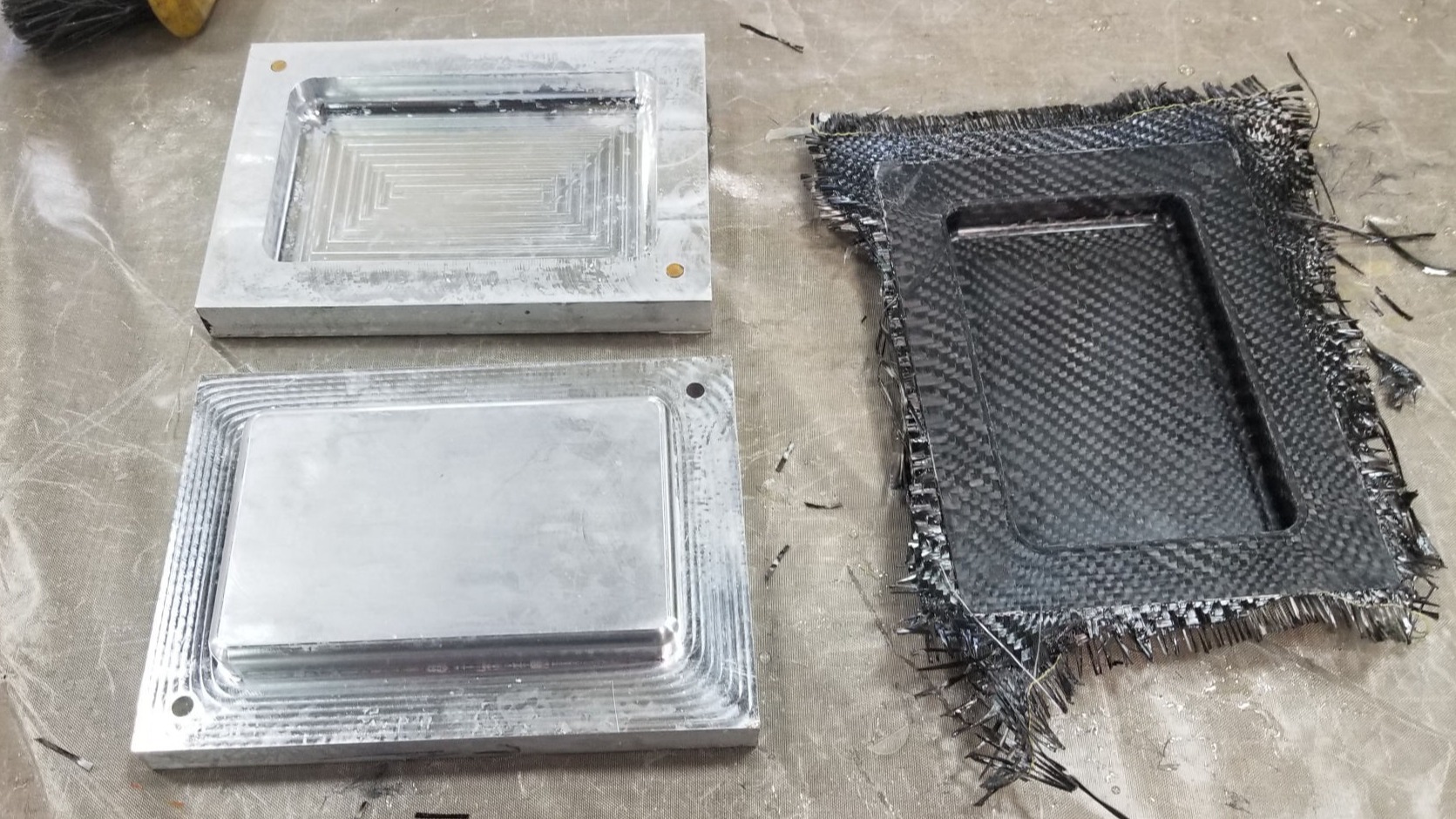
I gained experience with closed molds creating carbon fiber dishes, and was able to produce four total, each time being able to further optimize and perfect the process. Two plies of 0-90 carbon fiber sandwiched three inner layers of random mat fiberglass. In order to further optimize the design, I placed smaller layers of carbon fiber between the three random mat plies, and also placed a ply of random mat fiberglass along each edge of the dish. I started by forming the first carbon fiber ply to the inner mold, trying to best get the corners in alignment. Then, I poured resin in, and used a brush to wet out the ply and get it to conform to the mold shape. Once I was satisfied, I inserted each layer of random mat fiberglass along with the added optimized layers of carbon fiber. Once all of the inner plies were added, I added random mat fiberglass plies to each edge of the dish, and finally placed the last layer of carbon fiber on top, forming it into the mold. I made sure excess resin was in the mold, and then took the outer part of the mold and pressed it into the inner, allowing excess resin to evacuate from the mold. I used a c-clamp to hold pressure on the molds, and set the molds aside to cure. Once cured, the dish was removed from the molds and the flanges were removed.
While waiting for the closed molds to be manufactured, I gained familiarity with an open molding process. First, the molds were coated in mold release, and once the applications of mold release had sufficiently dried, gel coat was poured into the mold. A veil fabric was then added into the gel coat, and a couple plies of random mat fiberglass followed once the gel coat had sufficiently gelled. Resin was added, but unfortunately the gel coat bled. Once cured, the flanges were removed. When held up to light, defects within the box could be observed.
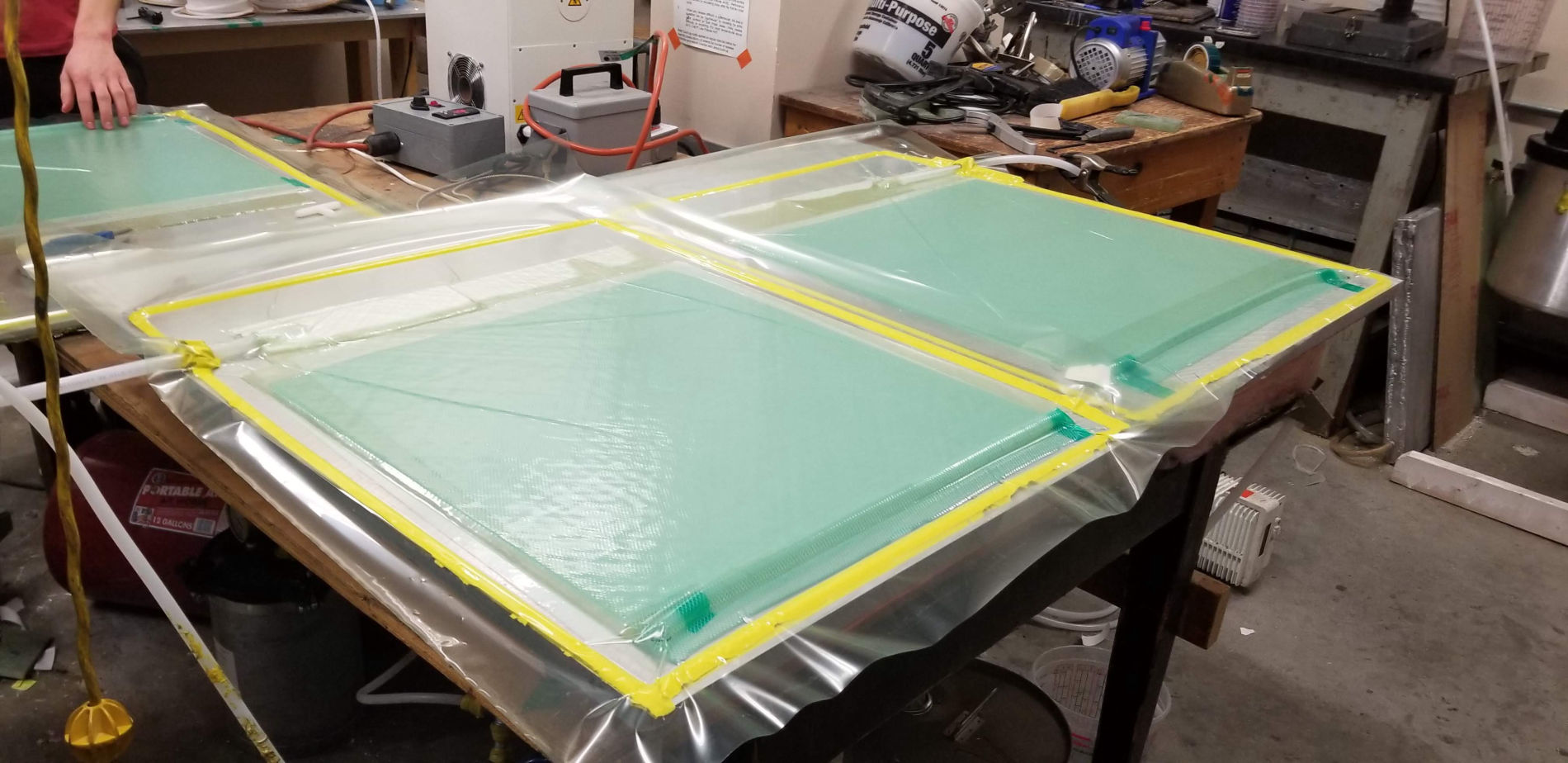
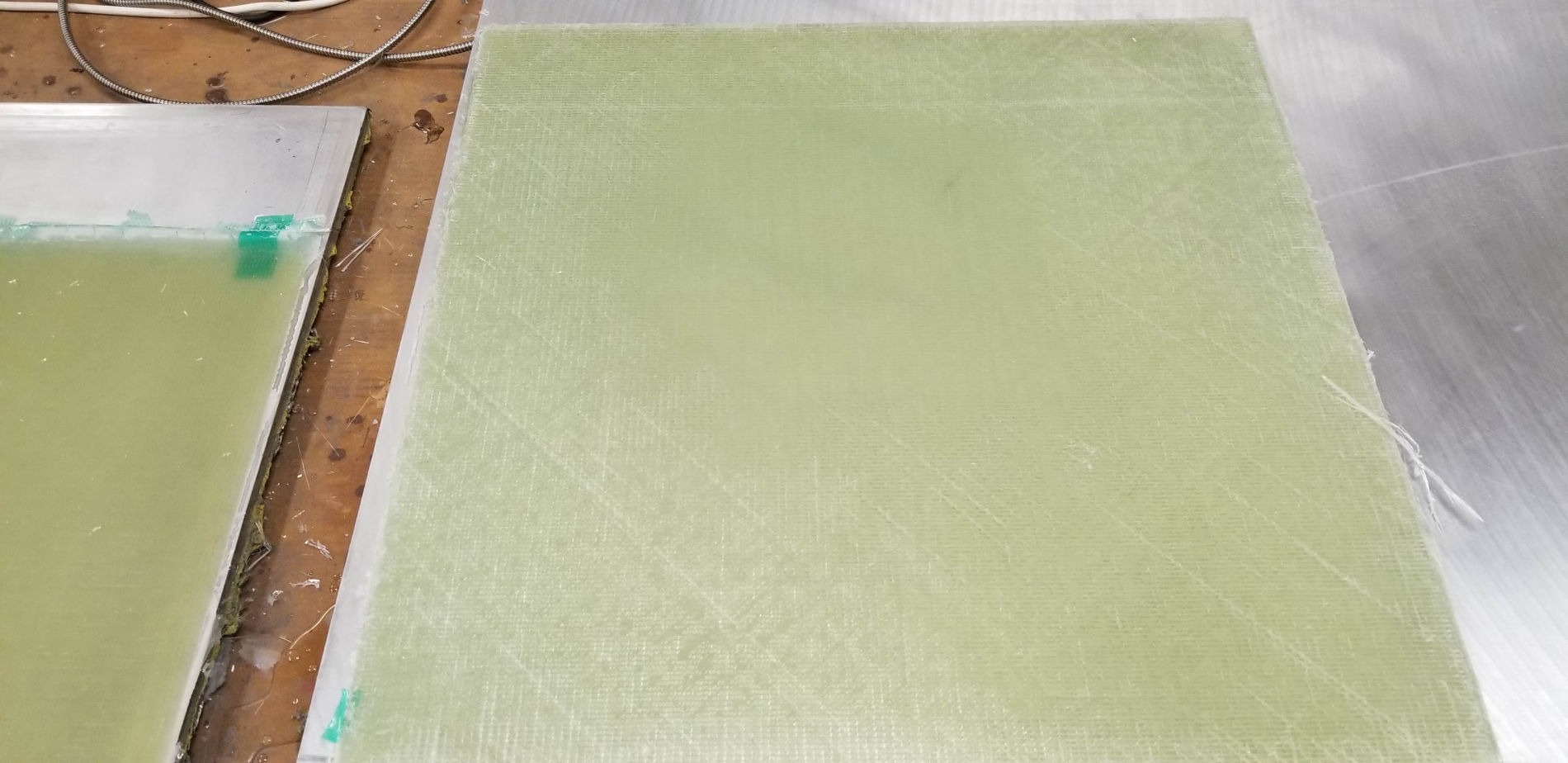
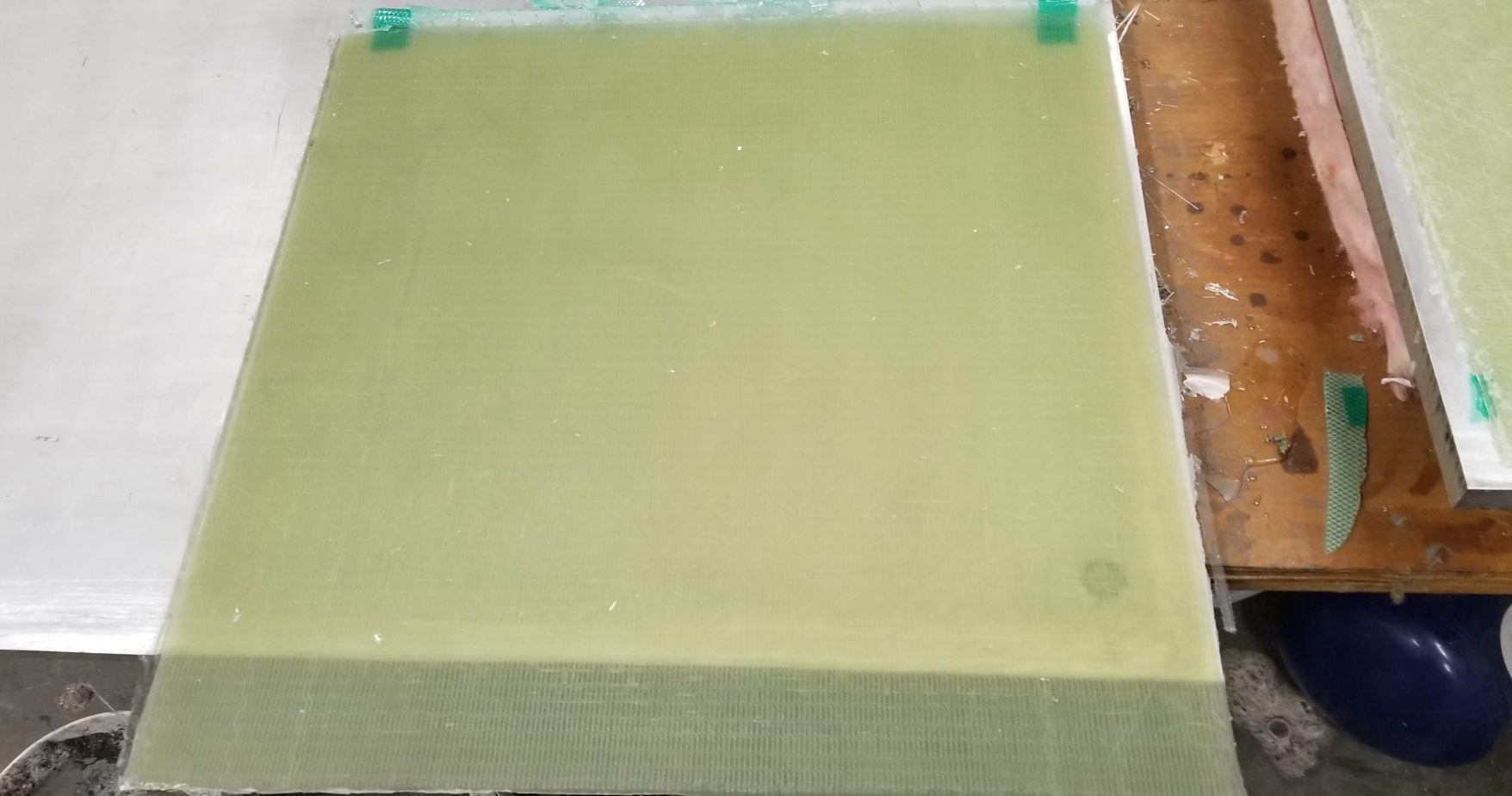
I observed the setup and process of completing a flat plate vacuum infusion process. First, the plies and peel ply were properly cut to size and then laid onto the table. Tubing was added to transfer resin, and the perimeter was lined with tacky tape. A vacuum bag was placed over the plies and tacky tape, and a vacuum was formed and checked to make sure no leaks were present. Then resin was added to the system, and left to flow through the plies and eventually cure. Afterwards, it was discovered that the vacuum seal had been broken during the curing, resulting in de-lamination and a very rough surface. Compared to other plates that had been made, the difference was astounding.
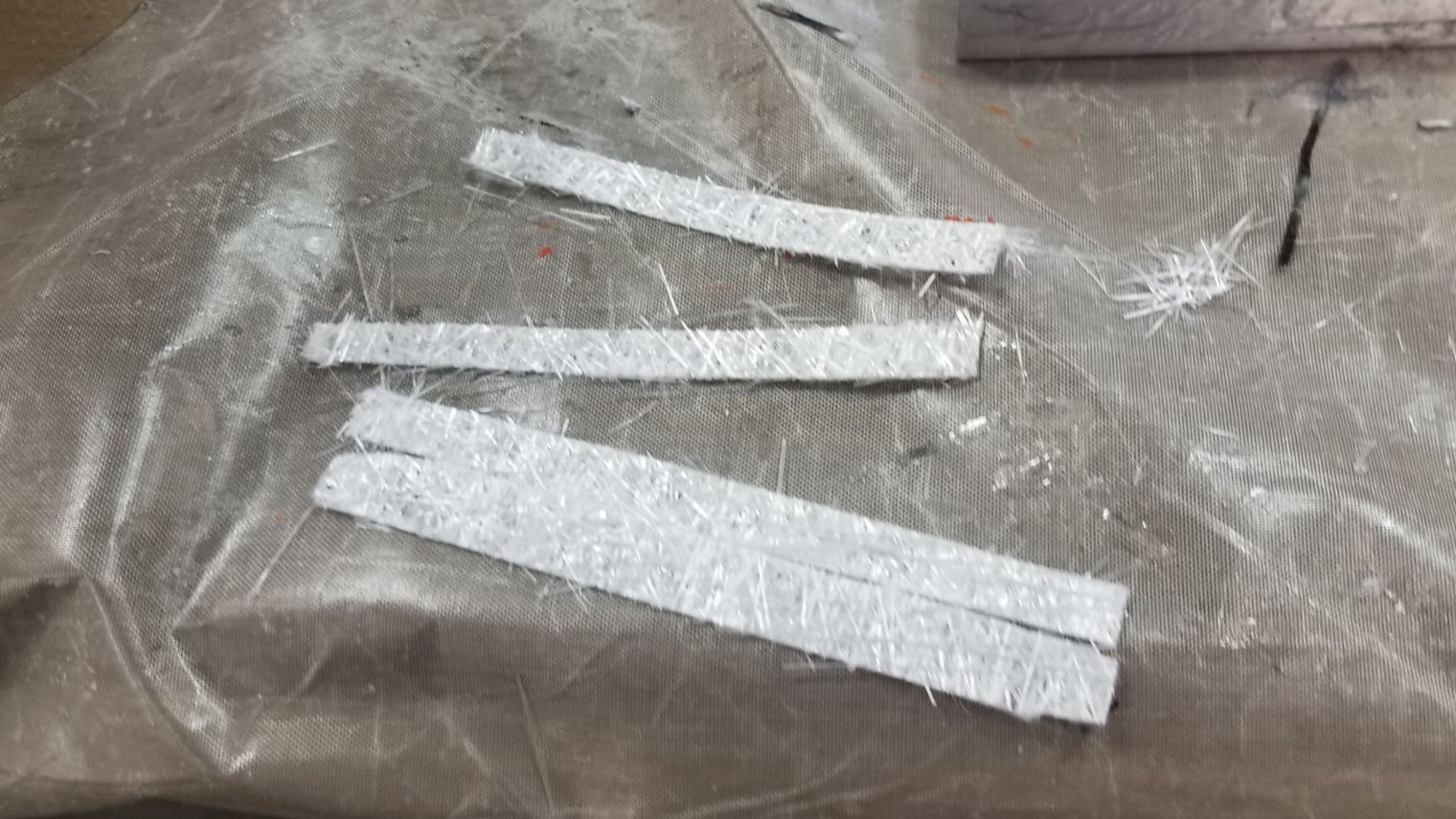
I was able to experience performing a hand layup, using 0-90, ±45, and random mat fiberglass plies. I placed the 0-90 ply on the table first, and then applied resin. Next I put the ±45 ply on and added more resin, making sure that there were as few bubbles as possible. Then, I placed the random mat fiberglass ply on top, with the design intent of having the ability to finish the surface at a later time. Once these layers were wetted-out sufficiently with resin, they were left to cure. The next lab, a sample was taken from a corner of the plate, weighed, and a resin burn-off was performed to determine the fiber volume ratio.
During some labs, I had to opportunity to observe different composite parts. These included different sandwich panel constructions (not shown), how an airfoil or wind turbine blade is constructed cleverly in two pieces, and the fracture of a carbon fiber ice axe.
This website was made with Mobirise web templates